







Maintaining Static Control Three Ways to Lock in Good Performance
- Published: January 02, 2023

By Dr. Kelly Robinson, Founder, Electrostatic Answers
Static control is important for operator safety, manufacturing productivity and product quality. Maybe your customer is concerned about high static. Or, being proactive, static control is now much better with the invested time and effort. Great! Now that static problems are yesterday’s news, other priorities demand your focus.
Before you move on, do three things to maintain good static control and lock-in the progress that you’ve made. This update to “Keep a Good Thing Going!”1 adds a “big picture” perspective to the 11 specific suggestions for maintaining good static performance.
- Install static dissipaters to form a fault-tolerant static control system.
- Verify static performance regularly.
- Include static control in Management of Change (MoC) procedures.
Fault-tolerant systems are robust because they maintain satisfactory performance even when a system component fails. For example, just upstream of the winding roll in Figure 1 is a tension control nip and a tacky roller web cleaner. In this section of the machine, there are four static-charging sources; two tacky rollers, a nip roller, and a winding lay-on roller.
Each source needs a static dissipater (see “Static Dissipater Locations”2). Two additional static dissipaters are needed to make the system fault tolerant. Static dissipater SBwind protects the winding roll in case SBnip fails. And, SBroll dissipates static charges on the winding roll in case SBlay-on fails. With these six dissipaters installed, static charges stored on the winding roll remain low even when any one dissipater fails.
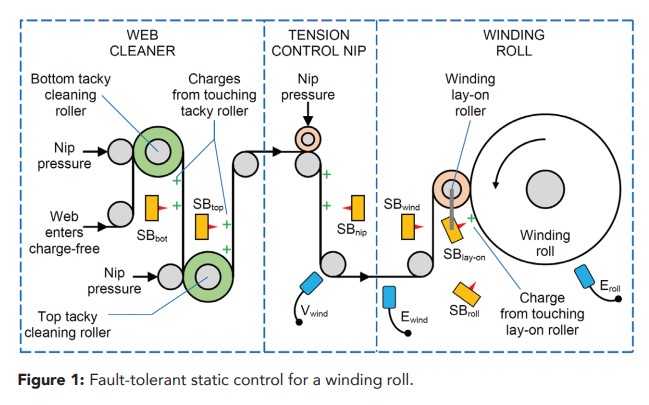
Even with a fault-tolerant static control system, set up the machine to minimize static. For example, the pressures on the cleaning nip rollers and the pressure on the tension control nip should be set as low as possible while still maintaining reliable operation. My experience has been that nip pressures are often adjusted upward a little bit just to make sure that the machine will run well. This well-intentioned adjustment is then repeated several times resulting in much higher than needed nip pressures and much higher than needed static levels.
To maintain good static control, our verification measures must detect a failed component and maintenance procedures must fix the failed component before two failures occur. Verify static control performance by regularly measuring static at a couple of key locations (see “Assess Static Risks Using Electric Fields”3). Use a handheld electrostatic fieldmeter to measure the electric field Eroll near the winding roll to verify that the winding roll stores little static charge (see “’GeeZE’ Rules for Static Readings”4. When SBlay-on and SBroll are operating properly, Eroll will be less than ±2 kV/cm (±5 kV/in).
Use a non-contact electrostatic voltmeter to measure Vwind, which is a sensitive verification measurement of all upstream static control devices. With good static control Vwind will be less than ±0.5 V/mm. For example, for a 50 mm thick web (0.002 inches or 2 mil), Vwind should not exceed ±25 V (see “Introduction to static control for roll-to-roll manufacturing”5).
Use a handheld electrostatic fieldmeter to measure Ewind, which verifies that SBnip is functioning properly.
Include static control in Management of Change (MoC) procedures (see, for example, J. Reynolds, “Management of Change for Fixed Equipment Mechanical Integrity”6). In a manufacturing operation, procedures, personnel and equipment are constantly changing. MoC is an administrative control to safeguard employees from the hazards inadvertently introduced by a change.
For example, when a new winder turret is to be installed, assess this change for possible impacts on operations including material handling, machine tension and speed controls, and operator training. A Process Safety Review might be held with a few knowledgeable people to step back and thing through the changes. If the changes are modest, perhaps no design changes or training updates are needed. If there are questions, perhaps a commissioning trial will be needed to verify speed and tension controls.
Include static control in these discussions. For example, we might establish baseline static performance by completing a static survey before the new winder is installed. Then, we can perform a second static survey to qualify the new winder for service.
Maintain static control by installing static dissipaters to form a fault-tolerant static control system. Fault-tolerant systems are robust and easier to maintain because they maintain satisfactory performance even when any one system component fails. Verify static performance by regularly making static measurements at a few, key locations.
These verification measurements should detect a failed component so that we can fix it before a second failure occurs. Finally, include static control in Management of Change (MoC) procedures so that we do not inadvertently introduce a new charging source into our system. For more information, contact Kelly.Robinson@ElectrostaticAnswers.com.
1 https://www.pffc-online.com/staticbeat/13415-static-beat-keep-a-good-thinggoing
2 https://www.pffc-online.com/staticbeat/12384-static-beat-static-dissipatorlocations
3 https://www.pffc-online.com/staticbeat/15664-assess-static-risks-using-electricfields
4 https://www.pffc-online.com/staticbeat/14478-static-beat-geeze-rules-for-staticreadings
5 https://ieeexplore.ieee.org/abstract/document/9677304
6 https://inspectioneering.com/blog/2015-03-09/4447/management-of-change-for-fixed




