







Pay Attention to Tension
- Published: September 01, 2003, By Timothy J. Walker, TJWalker & Assoc. Inc.
Our web handling expert reveals the subtle secrets of the slitting/rewinding process.
Slitter/rewinders are the workhorses of the converting industry, rarely getting the same level of attention as their more exciting cousins: coating, extruding, and laminating equipment. The “making” processes are where the most obvious value is added to your product, but once the value is in, every downstream process should be treated with equal respect. Waste created on slitter/rewinders has the same or greater value than waste on the maker.
There are several reasons why slitter/rewinders are treated like plow horses. Slitter/rewinders are relatively low-cost machines (relative to makers), they may not run full-time, and the slitting/rewinding process appears to be simple.
Instead of simple, I think of slitter/rewinder processes as subtle. Learning the subtle secrets of slitter/rewinders will help turn your workhorse into a prized racehorse.
Q: What are the main functions of a well-designed slitter/rewinder?
A: First, unwinding and transporting the web, presenting a taut, wrinkle-free web to the slitting knives. Second, slitting the wide input material into the output slit strands and trims. Third, transporting the slit web to the winding cores (and to the trim take-away system). Fourth, winding good slit rolls with proper tightness and alignment to meet the subsequent transport, storage, and unwinding needs. Lastly, facilitating product changeover, including knife and core changes, loading, splicing, and unloading input and output rolls. Of these five functions, four of them are dependent on good tension control.
Q: How is tension created in most slitter/rewinders?
A: Unwinding rolls typically are controlled by brakes or motors attached to the core chucks or shaft. The torque applied at the core is transmitted through the roll's radial layers to create tension at the outside of the roll.
After the unwind tensioning zone, most slitter/rewinders have two or more driven rollers leading up to and through the slitting knives. These rollers typically are driven by one motor through a chain or belt drive. A series of driven rollers like this is called a draw zone, where relative speeds — not tensions — are controlled.
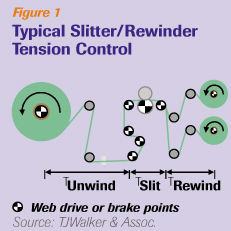 After the slitting draw zone section, the slit strands are tensioned by the torque of the winding shafts. (See Figure 1.)
After the slitting draw zone section, the slit strands are tensioned by the torque of the winding shafts. (See Figure 1.)
Q: What determines the tension at slitting?
A: The slitting draw zone tension is dependent on the unwind tension entering the first driven roller. The draw, defined as the relative surface speed in a series of two or more driven rollers, will add or subtract from the unwind tension.
Q: What determines the unwind tension?
A: Two torques determine the web tension — the torque applied to the unwinding shaft and the roll's inertial torque. A constant shaft torque will create an increasing tension as the roll diameter decreases. Roll inertial torque develops during acceleration and deceleration, adding or subtracting from the brake or motor torque.
Q: If the unwind tension varies, will the draw zone tension at slitting change?
A: Yes, the draw zone tension will follow the unwind tension. To have constant tension at slitting, you need constant tension at unwinding.
Q: Don't the driven rollers isolate the unwind tension from the slitting area tension?
A: This is a common misconception. The term “tension isolation” often is misused. Yes, the driven roller friction prevents tension shocks from surging downstream. However, friction does not prevent the web strain — the elongation from tension — to transport into a draw zone with the moving web.
Q: What systems are used to create constant unwind tension?
A: The two things to consider are related to roll diameter. First, torque needs to be varied proportional to roll diameter. Second, diameter is needed to calculate inertial torque during acceleration and deceleration.
Q: Are driven unwinds better at handling these diameter-based variations?
A: Both braked and driven unwinds will benefit from a smart controller, one that changes the applied torque as a function of roll diameter. A driven unwind will have two advantages over a braked unwind. First, the driven unwind can apply positive torque to accelerate the roll. Second, a driven unwind can run backward to tighten a slack web.
Q: Does varying unwind and slitting tension affect product quality?
A: To have a consistent slitting process, the tension should be constant. This is especially true for stretchy and thin materials. Stiffer products (thicker, high modulus) will be less sensitive to tension variations. If the web is not well-tensioned, the slit-edge quality will degrade. Less obvious than edge quality, slitting tension variation will change the untensioned slit width.
 Q: How does slitting tension affect slit width?
Q: How does slitting tension affect slit width?
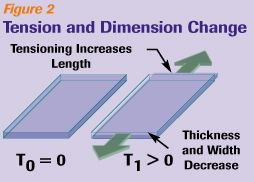
A: Elastic materials will neck width-wise due to the machine direction tensioning (see Figure 2). The final, untensioned product width will be a function of knife setup and tension recovery. In many cases, the final product will be wider than the knife-to-knife spacing.
Q: Does necking affect slit quality?
A: One advantage of tension-induced necking is it contracts the web away from the knife after the cut point. This reduces the side load and abrasion along the knife's flank.
Q: How else does tension affect slit-edge quality?
A: If you try to cut a loosely held newspaper with a steak knife, you find it is difficult to cut. The paper buckles without enough tension to create fracture stress. However, if you tension the newspaper, you will see an immediate improvement in your ability to cut and the cut quality. Proper slitting tension has the same dramatic effect.
For razor slitting, the tensioned web is pulled across a sharpened tip, creating the fracturing stress. If there is insufficient tension, the web will gather or stretch around the blade before fracturing.
Q: Are score- and shear-slitting quality affected by low tension?
A: Score slitting is probably the least affected by low tension. The score knife presses perpendicular to the web tension, so the fracture stress is fairly independent of web tension. With shear slitting, the entry angle is important to cut quality. If the web contacts the top knife prior to the cut point, cut quality will suffer. In all slitting methods, a loose web will lead to double-cutting, ragged or distorted edges, and increased debris generation.
Q: What causes low tension at slitting?
A: There are at least four causes for low tension at slitting. Low unwind tension, negative draw, web bagginess, and low post-slitting tension.
Q: What causes low unwind tension?
A: The biggest factor is roll inertia during deceleration. If the brake or motor is undersized, the roll inertia can drive the web into slackness at deceleration.
Q: What is negative draw, and when does it occur?
A: Negative draw is defined as driving a downstream roller at a lower surface speed than an upstream roller, especially relative to the first in a series of driven rollers. A negative draw will decrease the web's elongation proportional to the surface speed change, lowering the web tension.
Negative draw creates more fear than it should. Intuitively, it seems that pushing in 100 fpm of web for every 99.9 fpm you take out would create 0.1 fpm of material piling up on the floor. This is not necessarily the case. If the entering web is stretched 0.2%, then the 0.1% negative draw will relax the web to a lower tension, but not to a point of slackness.
Q: How much diameter change will create a problem?
A: Problems occur when negative draw is greater than the entering web's strain. If the speed change is greater than the entering web strain, the negative draw will cause slackness. For papers or high modulus films, a significant diameter change is 0.1% or 1 mil/in. of radius.
Q: Why would a slitter have large negative draw?
A: The draw in a slitter initially is designed by the manufacturer. The surface speeds are set by the drive gearing and roller diameters. Take care in any modification to driven rollers; regrinding or wrapping a driven roller with tape will create a draw zone change. If a change increases the first driven roller's surface speed (or decreases a downstream roller's speed), an unintended negative draw is created.
Q: In shear slitting, is the knife speed important to draw zone tension?
A: If the bottom shear knives are wrapped, then it should be considered the same as any other driven roller. If the bottom knives have minimal wrap angle, like with kiss shear slitting, then the web can slip on the bottom.
The top knives' speed is more difficult to assess. Top shear knives are driven just below their tip, depending on the overlap and other setup geometry, turning the top knives with a slower tip speed than the bottom knives. Top knife speed is one reason kiss shear has a reputation for producing good slit quality. The over-sped bottom knives can slip relative to the web and drive the top knives equal to or above web speed.
Q: What creates crossweb tension variations at slitting?
A: The top source is web bagginess or crossweb length variations. Other crossweb tension variation sources include web path variations, roller misalignment, roller diameter variations, spreader rollers, forces from the slitting knives, and post-slit trim tensioning. Any of these causing a loose web at slitting likely will degrade cut quality.
Q: What determines the tension after slitting?
A: If there are additional driven rollers after slitting, then the post-slitting tension is a continuation of the pre-slitting draw zone. However, the individual strands will have differing tensions relative to the input web bagginess. A slit strand from a baggy lane may be quite loose relative to other strands.
Q: Does differential winding help tighten loose strands?
A: Differential winding does tighten longer strands at the winding point, taking up slack between the last roller and the winding shaft. However, the friction on rollers between slitting and winding likely will prevent the differential shaft from tightening a loose strand all the way back to the slitting knives.
Q: So how can a loose strand be tensioned?
A: High pre-slit tension is the main prevention against loose strands. The input material should be tensioned enough through unwind and draw tensioning to pull the bagginess out of the web.
Q: What determines the winding tension?
A: In lock bar winding, the torque applied to the winding shaft is shared among the rolls winding on that shaft. If the winding rolls have length or diameter variations, some rolls will wind tighter than others. The applied torque to a shaft should be proportional to the sum of the widths. If you split a product into three strands, winding two rolls on one shaft and one on the other, then you should apply double the torque to the shaft winding two rolls.
 Q: How is differential winding tension created?
Q: How is differential winding tension created?
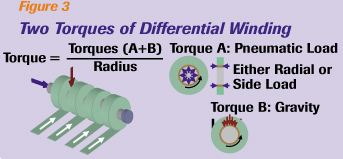
A: The most common differential winding shafts use a pneumatically loaded friction mechanism to apply torque to the winding core, applying a pneumatic load to the side and/or inside radius of the core. In either case, the torque applied to the winding roll is proportional to the pneumatic pressure. The web tension from this torque will decrease inversely with roll radius. (See Figure 3.)
The roll's weight can influence differential winding tension greatly. The weight of the roll on the winding shaft will create additional frictional torque, increasing with the square of the radius, becoming a significant factor for large-diameter rolls.
Q: what is the net winding tension from the pneumatic and gravity-based frictional torque?
A: For small rolls, the pneumatic load will dominate. Constant pneumatic load torque will create a decreasing tension over the roll buildup. This is usually a good winding tension profile, winding firm layers near the core, decreasing roll tightness as the roll builds, and decreasing the torque transmitted through the roll's layers.
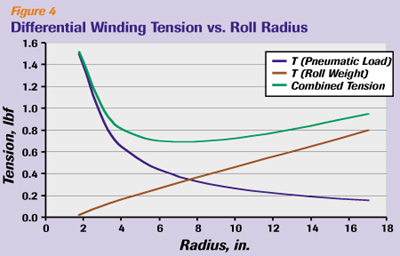
For larger rolls, the gravity-created torque will be significant, potentially reversing the tension taper, causing tension to increase as the roll builds. This can create winding defects such as starring, cinching, and telescoping. (See Figure 4.)
Q: Can the gravity-based torque problems be avoided?
A: A sophisticated slitter/rewinder will have software that calculates the roll weight torque and reduces the applied pneumatic load to compensate. This works up to a point where the desired tension is less than the gravitational tensioning. The friction from roll weight also can be reduced by lowering the coefficient of friction between core-to-shaft surfaces by using special materials or lubricants.
Q: What is the right tension, and how do I know I have it?
A: Amazingly, such a key variable often is not measured but only interpreted from observing web tightness, slit quality, and wound-roll hardness. Calibration of slitter/rewinder torques and draws will ensure the set points—found through years of experience—will create the same process from shift to shift.
For a new product, start with an unwind tension lower than the tension the input roll was wound at to avoid internal slippage defects. Apply enough tension through unwind torque and draw to present a taut web to slitting. Winding tension is more complex but generally should be controlled somewhere between constant tension and constant torque.
By paying attention to tension, you will improve your product performance and turn your workhorse slitter/rewinder into a prizewinner.
Timothy J. Walker has 20-plus years of experience in web handling processes. He specializes in web handling education, process development, and production problem solving. Tim writes the monthly “Web Lines” column in PFFC
. Contact him at 404/373-3771; tjwalker@tjwa.com. The views and opinions expressed in Technical Reports are those of the author(s), not those of the editors of PFFC. Please address comments to author(s).


