


High & Low
- Published: March 31, 2004, By Edward Boyle, Contributing Editor
Now Winpak can offer broader capabilities with its workhorse laminator, thanks to new load cells from CMC.
Winpak Technologies is a global packaging group that manufactures and distributes high quality machines and packaging materials for the food, beverage, dairy, and pharmaceutical markets.
Since acquiring its 250,000-sq-ft Toronto facility in 1992, the 28-year-old company has grown to become one of North America's premier converters of packaging materials with ten US and Canadian facilities and more than 250 employees.
With gravure and flexo presses that can print as many as ten colors, the Toronto facility coats, prints, and laminates on paper, film, or foil.
Of course, maintaining this type of growth requires ongoing reinvestment and routine modernization. One recent effort was the modernization of an Inta-Roto laminator machine customized by Winpak. It was upgraded first three years ago with new drives, tension controllers, and five sets of load cells (transducers) that controlled five tension zones.
Unfortunately, the upgraded laminating machine had constant problems maintaining tension at startup, resulting in routine downtime and unacceptable levels of material scrap. In addition, Winpak found the upgraded installation did not satisfy Canada's local electrical safety authority and standards (ESA).
Load Cell Production Problems
The production problems arose in part because, to maximize productivity, Winpak typically utilizes the same laminator to process paper, film, and foil products. Paper presents the least load cell challenge, because it typically requires higher tensions. Foils are similar, also requiring higher tensions. Films are the exception and often present problems, requiring extremely light tensions to maintain consistency for high quality product.
Once the load cells were calibrated to run well at higher tension levels, problems occurred when a new product run changed the tension levels, or when lower film tensions were required. Adding to the problem, Winpak often switched between various products, and recalibration of the load cells was required as often as several times a week for shorter runs and once every five or six weeks for longer runs.
Repeatability problems for both film and laminations were discovered by machine operators who monitor and test product quality. Operators periodically make their tests by cutting a strip from the web, having it analyzed in the lab, and measuring the consistency of the repeat. If the repeat is not within the accepted tolerance, the material is considered defective.
Tests showed the load cells were drifting from acceptable tolerances and were the major cause of the problem. Not only did Winpak suffer from material scrap, but downtime compounded the problem, lasting anywhere from a few hours to as much as an 8-hr shift. Time was further compromised, because the operators could not even take advantage of the downtime to re-thread the machine. Instead, they could only sit idle while the web was being tested and during load cell recalibration.
Load Cell Flexibility
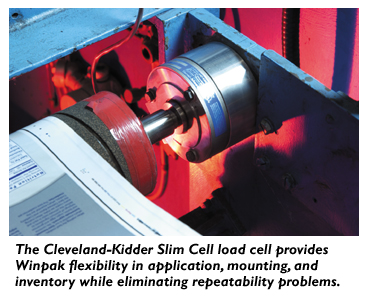
A third-party consultant reviewed a number of options and recommended a package solution from Cleveland Motion Controls, including five sets of Cleveland-Kidder Slim Cell load cells. Flexibility was a key consideration in Winpak's decision-making process. To begin with, the CMC Slim Cell transducer provided production flexibility, because it handles a wide range of tensions. Winpak typically maintains relatively high paper tensions, somewhere around 65 lb. Foils are maintained at similar tensions.
Film offers particular problems, because Winpak typically maintains film tensions at around 18 lb. In addition, during a splice, it is not uncommon for tensions to rise as high as 100 lb. The Slim Cell load cell accepts a range of tensions without the need for recalibration; it is available with load ratings from 10-1,000 lb.
The Slim Cell transducer provided application flexibility because it accommodates either dead shaft rollers or live shafts. In addition, the low-profile design gave Winpak the option of either applying the load cell inside the machine (for tight spaces) or outside the machine (by simply bringing the shaft out). Winpak discovered the Slim Cell provided mounting flexibility as well, because Winpak's web design did not provide installers a great deal of flexibility when drilling holes for mounting.
According to Diego Giugovaz, Winpak's maintenance manager, “During our evaluation we found an extremely flexible mounting capability of CMC's load cell. To facilitate installation, you can loosen the tightening bolts and rotate the load cell about 60 degrees either way before tightening it back up, allowing installers to better align the resultant force of the web with the axis of the motion on the load cell. With this installation adjustment, we can set the load cell to provide as much sensitivity as possible. You simply cannot do that with most other transducers on the market. In addition, the Slim Cell has three bolts to secure it to the roller instead of one like some other load cells. Consequently, the load cell provides more security.”
Even though the Slim Cell's severe-duty capability was not an immediate advantage to Winpak, that capability provided additional flexibility. “We do have plenty of solvents that must be dealt with every day on the die shop floor,” notes Giugovaz. “If that condition should manifest itself into what might present problems for other load cells down the road, we will be covered.”
Slim Cell flexibility also created inventory cost savings. Explains Giugovaz, “To economize, we originally wanted the same load cell with 100-pound ratings for all five rollers, but the winder needed 200-pound capability. CMC was able to recommend the same load cell solution to accommodate the winder as well, with 200-pound capability to better answer our web process requirements.
“With this one robust yet flexible load cell solution, we were able to not only answer all of our needs for all of our web tension zones today, it provided us with the overkill we needed to solve potential problems down the road,” adds Giugovaz. “Consequently, we are able to comfortably standardize on one load cell solution, and we only need to stock one type of spare load cell, providing a considerable cost savings in inventory.”
ESA Compliance
The installation included ten Cleveland-Kidder Slim Cells (five sets) and five Cleveland-Kidder DIN-Rail amplifiers as well as three sets of intrinsically safe barriers. Each tension amplifier is lightweight and low profile, providing excitation and signal conditioning for two load cells while conserving valuable panel space. They are reported to be virtually impervious to EMI emissions.
According to Giugovaz, the amplifiers were easy to setup and calibrate, with all calibration adjustments and terminal strips conveniently accessible from the front, and easy-to-follow instructions right on the side, eliminating the need for a manual. Even though CMC did not provide the intrinsically safe barriers as part of the package solution, CMC web tension experts provided all of the installation support Winpak needed.
The DIN-Rail CE amplifier interfaces with a variety of controls for monitoring and measuring web tension. Analog outputs include 0-10 VDC (for PCs, PLCs, or other controls), 0-2 VDC (for digital indicators) and 0-100 microamps (for analog meters). It requires 24 VDC power at 100 milliamps. The end result: The web processing installation easily passed inspection by the local electrical safety inspector, complying with all Electrical Safety Authority (ESA) requirements.
Installation Results
Application of the new load cells took about two days with another three days of electrical application support. Since the installation was completed, operators have discovered lower-tension films are now much more repeatable, and the quality issues associated with that repeatability have been reduced dramatically.
In addition, while Winpak continues to run a range of products requiring a wider range of tensions (from very high to extremely low), operators have not had to recalibrate the load cells once. When Winpak conducted a two-week plant shutdown, all of the load cells were checked for possible recalibration. Winpak detected only a slight drift on one of the load cells.
“We have detected massive improvements in our load cells' ability to maintain consistent tension and to handle any transient load that we subject them to during a web process,” says Giugovaz. “Plus, with the load cells' overload capacity [500% — 1,000%], we anticipate less damage to them over time, which should result in additional cost savings due to less downtime and scrap.”
With the new Slim Cell load cells, Winpak has discovered it can offer an even wider product capability on the same machine. Giugovaz says, “We now have the capability to run lighter films requiring as little as 10 pounds of tension comfortably, well below our typical 18-pound range. At the upper end, we can now extend our product range to as high as 140 or 150 pounds, well beyond our typical 65-pound capability. This means we can offer customers broader capabilities on both sides of the spectrum and take on new products.”
Winpak has asked CMC for additional load cell quotations to retrofit another machine. Notes Giugovaz, “We probably will look at the additional retrofit later in 2004.”
CONVERTER INFO
Winpak Technologies Inc.
85 Laird Dr.
Toronto, ON M4G 3TB Canada
416/421-1700; winpak.com
SUPPLIER INFO
Cleveland Motion Controls; cmccontrols.com
Inta-Roto; inta-roto.com
