


Conserve Energy
- Published: February 01, 2009, By By Edward Cohen, Edward Cohen Consulting, and Dan Bemi, MEGTEC Systems
The web coating and laminating process is dependent on fossil fuels, petroleum, coal, and gas as a source of energy. Historically in the US, there has been virtually unlimited availability of fossil fuels at reasonable prices.
However, in recent years the cost for a barrel of crude oil has been increasing steadily, with the recent sharp drop regarded by most economists to be an aberration caused by the recession that started in 2008. Experts are predicting prices will increase again as economic growth resumes.
Finally, as oil extraction becomes more difficult and expensive, there will come a time when production cannot keep up with demand. To remain competitive under such market conditions, converters need to focus on reducing process energy consumption and increasing the use of renewable energy sources.
Where to Start?
The first step toward reduced process energy costs is to conduct a process energy audit. Typically, plant engineering and maintenance staff can do this in-house. However, if insufficient time or inappropriate skill sets do not favor this approach, assistance is available from qualified vendors, consultants, and/or state government programs.
The process energy audit identifies the process loads, determines the energy input sources (thermal and electrical), calculates system efficiency losses for all components, and arrives at an energy balance. For the purposes of this article, we will compare component energy consumption using kilowatts (i.e., power) as our basic unit of energy. Although coating and laminating line components will vary from process to process, we are focusing on the most commonly used equipment. We identify this equipment in subsequent comparison charts.
In order to create a workable energy balance model to compare energy usage between several common coating and laminating methodologies, we have arbitrarily assigned the following process operating conditions:
- Line Speed | 1,000 fpm;
- Substrate | 0.004-in. PET;
- Web Width | 60 in.;
- Dry Coat Weight | 10 gsm;
- Solids Content | 50% for water-based case; 25% for solvent-based case.
When the energy audit is complete, the next step is to define a strategy for reducing consumption and effectively utilizing resources. The Pareto chart is a useful tool to identify the equipment or processes that use the most energy and thereby offer the best opportunity for savings.
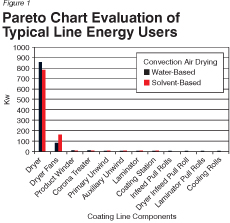
Figure 1 compares the energy usage of various process components for two different coater/laminator equipment configurations:
- Case 1 | A coating line featuring a three-zone, convection air aqueous dryer.
- Case 2 | A coating/laminating line featuring a three-zone, solvent convection air dryer.
The chart clearly shows that the web drying component and related fans consume the largest amount of process energy and thereby represent the best opportunity for energy savings or efficiency improvements.
There are many approaches that can limit the energy used in the dryer, but most are focused on either reducing heat loss or exhaust air volume. Some can be low-cost efforts that involve mostly labor and material expenditures and can be rapidly accomplished. These approaches include sealing leakage points (doors and windows, etc.), re-insulating hot spots, adjusting airflow balancing dampers, properly maintaining heat sources, greasing roller bearings, and aligning rolls.
Other energy-saving efforts may involve modest capital investments, such as automating airflow control dampers, adding exhaust recirculation loops, or adding web infrared (IR) sensors to control burner output. Installing monitoring, metering, and database collection-type systems to collect and analyze process energy data often can result in the implementation of energy-saving maintenance and standard operating procedures.
Dryer Cost-Saving Opportunities
For instance, simply knowing when to bring processes on- and off-line, can save thousands of dollars of energy. All too often, processes are left idling for extended periods of time between production runs with dryers exhausting clean hot air to the atmosphere. Not only is this a waste of process energy, but depending upon the dryer make-up air source, this practice can result in increased heating and cooling costs for the building.
Finally, there are a number of technology-based opportunities for improving dryer/process efficiency. These involve more significant capital investments.
In water-based applications with temperature tolerant substrates, dryer exhaust temperatures of 275-400 deg F are not uncommon. Adding a heat exchanger to the exhaust air in order to preheat the dryer make-up air often will provide a financial payback of less than two years.
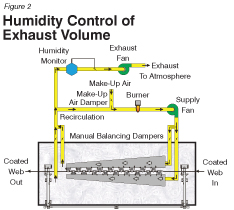
Another water-based, process energy-saving solution involves the installation of humidity sensors in the process exhaust air stream(s) (see Figure 2). Using feedback from this device, an operator can adjust the exhaust volume control damper(s) to maintain a humidity level that ensures both full drying of the product and a minimum exhaust rate. With feedback to a PLC and the addition of modulating damper(s), this type of system can run in a closed-loop mode, eliminating operator intervention.
For solvent-based drying systems, this same concept of exhaust volume reduction can be achieved by substituting LEL (Lower Explosive Limit) monitors for humidity controls. In this case, not only is exhaust volume reduced, but solvent concentrations are increased, resulting in reduced energy requirements for downstream thermal oxidation equipment.
Thermal oxidation typically uses high temperature (1,500-1,600 deg F or more) to convert the solvent-laden (hydrocarbon) exhaust airstream into CO2 and H2O. The oxidizer then exhausts the hot clean air to the atmosphere. Often there is excess energy released in the oxidation process that can be used for secondary heat recovery by recovering heat from the exhaust stack or directly from the combustion chamber.
Several types of secondary heat recovery technologies can be used in conjunction with thermal oxidizer systems. The thermal oxidizer often can provide all the heat necessary for the process dryers, eliminating the need for burner systems or electrical induction heating coil systems. In some cases, there is still energy left over for other process and/or building heating or cooling requirements.
Some secondary heat recovery schemes include the following examples:
-
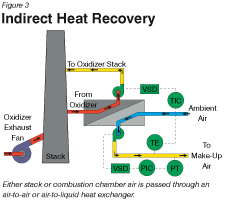
Indirect heat recovery, with oxidizer exhaust stack air or combustion chamber air passing through an air-to-air or air-to-fluid heat exchanger and returning to the process (or other heat load) as either a heated air stream or liquid (water, steam, thermal oil, etc.). An example is shown in Figure 3.
Direct heat recovery, with oxidizer exhaust stack air and/or combustion chamber air blending with fresh air in a mixing box and then returning to the process as a preheated make-up air stream.
Product Formulation Considerations
Another area that deserves attention when considering energy-saving opportunities is the solution formulation and mixing process. Reformulating a coating to reduce the energy required to dry or cure it can enhance the energy efficiency significantly of any given process.
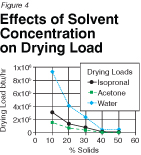
Simply increasing the coating solution concentration can reduce significantly the drying load requirements of the product (see Figure 4) while simultaneously reducing the energy required to mix, heat, and cool the solution.
Also, using drying solvents with higher vapor pressure and lower heat of evaporation rates will speed up the drying process and reduce the energy required to remove the solvents, although care must be taken to ensure process safety. Mixing energy also can be reduced by mixing at high concentration and then diluting as required with in-line mixers prior to the coating application process.
Other Energy Considerations
Another growing area of interest to energy-conscious converters is the field of alternate energy and renewable energy resources. Some converters already are involved in projects to reduce their energy costs, increase their energy efficiency, reduce their carbon footprints, and ensure uninterrupted availability of energy.
For example, as previously published in PFFC, Mohawk Fine Papers already purchases approximately 60% of its total electrical energy from wind-generated resources (see October 2007, p24). Other converting facilities reportedly have partnered with local community landfills to obtain low cost, waste methane gas, which they use to power their boiler systems, thereby reducing greenhouse gas emissions while simultaneously reducing energy costs.
Other companies are becoming less dependent upon local energy suppliers by installing water-powered generators, cogeneration equipment, and heat recovery systems that not only lower energy costs but ensure availability of energy even during high demand periods. One thing seems certain, over the next several decades, gcreativityh and gcooperationh will be keywords for converting industry energy management personnel as they take advantage of new, clean, and renewable energy resources such as wind, solar, geothermal, clean coal, biomass, and fuel cells.
Through the application of existing and new technologies, along with the adoption of industry best practices, leading converters are enjoying the benefits of taking a total energy management approach to their business operations. In addition to reducing energy costs and ensuring adequate supply, there are ancillary benefits of improved quality, waste reduction, and increased product throughput.
Edward D. Cohen is a technical consultant for the Assn. of Industrial Metallizers, Coaters & Laminators (AIMCAL). He has 40+ years of experience in research and manufacturing technology. Contact him at 480-836-9452; This email address is being protected from spambots. You need JavaScript enabled to view it..
Dan Bemi is regional sales manager for MEGTEC Systems, a manufacturer of air pollution control and industrial drying equipment for the web coating and converting industries. Dan has more than 16 years of experience in sales to the printing, coating, and related industries. Contact him at 262-255-3275 or via e-mail at This email address is being protected from spambots. You need JavaScript enabled to view it..
This article, along with future articles by other authors, is provided as a cooperative effort between PFFC and AIMCAL. Authors contribute to AIMCAL's technical and education offerings, which include the association's Fall Technical Conference, Converting School, and Ask AIMCAL.
The views and opinions expressed in Technical Reports are those of the author(s), not those of the editors of PFFC. Please address comments to the author(s).
Supplier Info
ŸMEGTEC Systems | www.megtec.com
PFFC-ASAP 331
